新能源PACK整线方案解决提供商
动力电池有哪些工艺焊接难点呢?一起来看看吧!
动力电池外壳的焊接可以主要分为两种,分别是侧焊和顶焊。这两者都各自有自己的优缺点,因为动力电池铝壳材料的特殊性,易出现凸起、气孔等问题。
侧焊和顶焊工艺:
侧焊工艺对激光器的稳定性、材料的洁净度和顶盖与动力电池铝壳的配合间隙有较高的要求;而顶焊工艺由于焊接是在一个面上,可以采用更高效的振镜扫描焊接方式,但对前道工序入壳及定位要求很高,对设备的自动化要求也高。
那么动力电池究竟有哪些工艺上的难点呢?今天就为大家解答疑惑!
一、动力电池铝壳的焊接难点
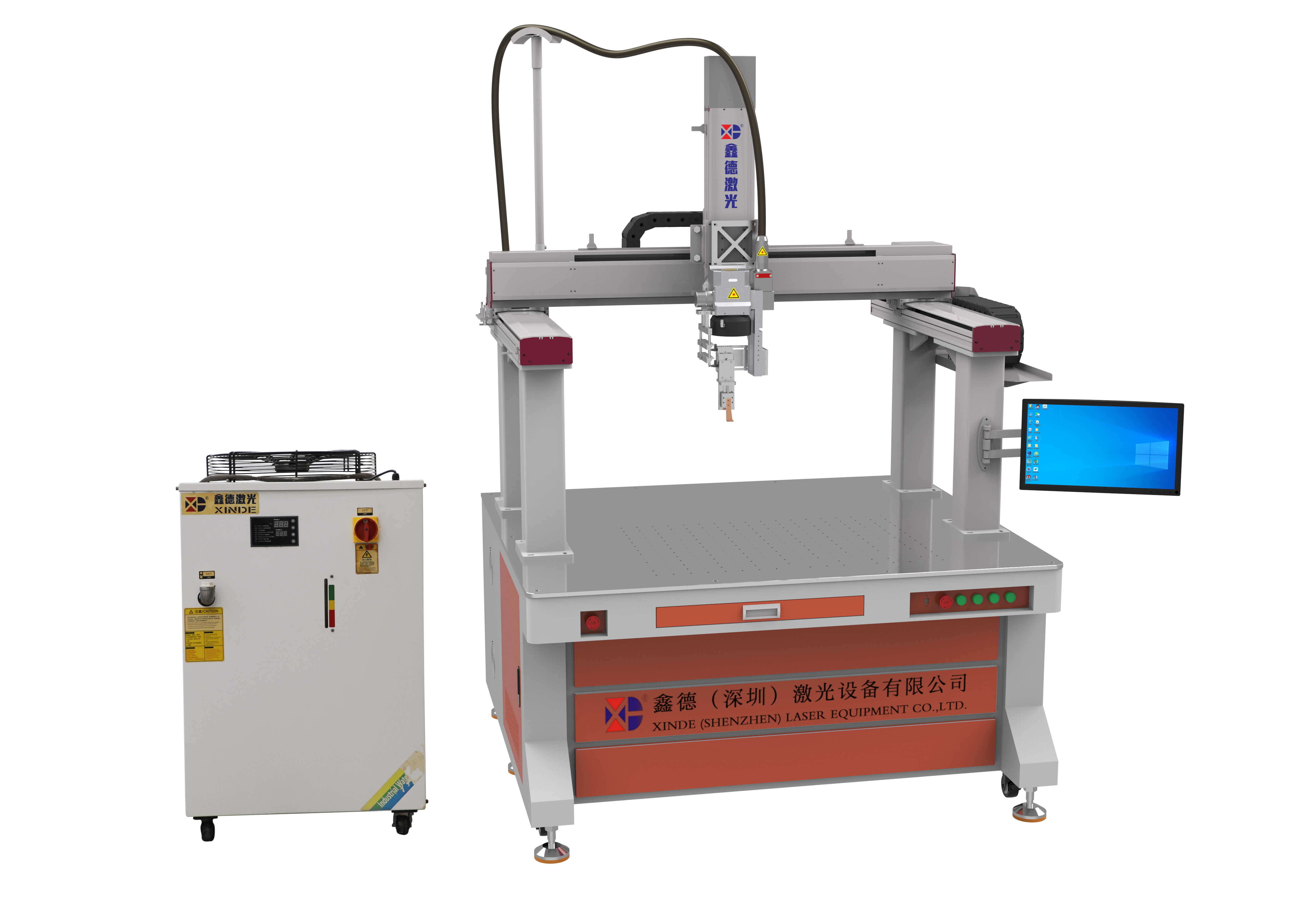
动力铝壳电池在整个动力电池市场占据了90%以上,厂家主要是制造0.6mm和0.8mm两种厚度的电池壳体。众所周知,铝壳的激光焊接难度会比较大,焊接时会出现焊接表面凸起、气孔、炸火、内部起泡等问题,其中以表面凸起、内部起泡问题最为让人头疼。
因为这一系列原因,座椅在动力电池焊接中,焊接的技术人员会根据客户的电池材料、形状、厚度、拉力要求等选择合适的激光器和焊接工艺参数(如:焊接速度、波形、峰值、焊头倾斜角等),以保证最终的焊接结果能够满足动力电池厂家的完美要求。
二、方形动力电池的焊接难点
方形电池在拐角焊接时最容易出现问题了,这就需要不断在实践摸索中不断改进了。
动力电池现阶段的难点还未解决,但是随着时代的进步以及技术的发展,相信有朝一日一定能够突破焊接难点的。

欢迎来电咨询:177-2247-7738
深圳总部:广东省深圳市龙岗区红棉三路240号4楼
安徽生产基地:安徽省池州市贵池区江之南孵化科技园A1栋4楼
江苏分公司:江苏省无锡市锡山区安镇镇锡锡东大道3528号
浙江湖分公司:浙江省杭州市萧山区瓜沥镇坎山路333号一栋408
重庆分公司:重庆市九龙坡区金科机电城C区108号

官方微信服务号

官方视频号

官方抖音号
Copyright © 2022  香港168最快图库 All Rights Reserved. 粤ICP备18130442号
香港168最快图库 All Rights Reserved. 粤ICP备18130442号

-
在线咨询
- 联系电话
- 手机177-2247-7738
- 微信公众号
- 官方抖音
- 官方视频号
- 返回顶部